HELISYSTEM®
Tubos y accesorios para agua fría, caliente y calefacción
Tubos y Accesorios en PPR
Unión por fusión térmica; ideal para instalaciones sanitarias de agua caliente y fría
Ventajas
Resistencia al óxido;
Baja conductividad térmica;
Baja pérdida de carga;
Fácil aplicación;
Máxima durabilidad
- Conocer el Sistema Helisystem
- Materia prima – polipropileno-random
El polipropileno es un polímero versátil y que nos rodea día a día. El polímero está formado por conexiones simples carbono-carbono y carbono-hidrógeno. Se obtiene por la polimerización de propileno, con presencia de catalizadores en determinadas condiciones de presión y temperatura.
De acuerdo con la clasificación del polipropileno, podremos designar una materia prima utilizada como perteneciente al grupo de los copolímeros del tipo Random.
Para ser obtenido el polipropileno copolímero son añadidas pequeñas cantidades de etileno confiriendo así aptitudes para la producción de tuberías.
El polipropileno Copolímero Random se caracteriza por su elevado peso molecular y por su resistencia a altas temperaturas de servicio y condiciones de presión, asegurando una resistencia y periodo de vida elevados.
Propiedades del Polipropileno
|
Propiedades |
Condición |
Norma |
Resultado |
Unidades |
| Densidad |
– |
ISO 1183 |
0.89 |
g/cm |
| Índice de Fluidez |
MFR 190ºC/5 Kg |
ISO 1133 |
0.50 |
g/10 min |
|
MFR 230ºC/2.16 Kg |
ISO 1133 |
0.30 |
g/10 min |
|
|
MFR 230ºC/5 Kg |
ISO 1133 |
1.50 |
g/10 min |
|
| Resistencia a la Tracción |
– |
ISO 527 |
25 |
MPa |
| Prolongar su ruptura |
– |
ISO 527 |
12 |
% |
| Módulo de Elasticidad |
– |
ISO 527 |
850 |
MPa |
| Resistencia al Impacto (Charpy) |
23ºC |
ISO 9854 |
Sin fallo |
– |
|
0ºC |
ISO 9854 |
Sin fallo |
– |
|
|
10ºC |
ISO 9854 |
Sin fallo |
– |
|
| Temperatura VICAT |
10 N |
ISO 306/A |
130 |
ºC |
| Temperatura VICAT |
50 N |
ISO 306/B |
61 |
ºC |
| Conductividad Térmica |
– |
DIN 52612 |
0.24 |
W/m K |
| Deformación Longitudinal en caliente |
135ºC |
UNE EN743 |
0.54 |
%5 |
- Ventajas y utilización del sistema
Resistencia a la corrosión
El sistema Polipropileno Random posee un elevado poder de aislamiento eléctrico, y que imposibilita la aparición de los fenómenos de corrosión provocados por las corrientes vagantes. La baja afinidad del sistema para sustancias ácidas y básicas, volviéndolo compatible con los materiales que diariamente se utilizan en la construcción (cal y cemento) tanto como a gran parte de las sustancias químicas que se encuentran presentes en las conductas del agua. Cualquier información relativamente a la utilización de productos químicos en las conductas PPR consultar la tabla siguiente.
|
Substancia |
Concentración |
PPR 2ºC |
PPR 60ºC |
Substancia |
Concentración (%) |
PPR |
PPR |
| Acetato Amonio |
a.todos |
+ |
+ |
Benzaldeido |
100 |
+ |
|
| Acetato de Butil |
100 |
+/- |
Benzaldeido |
a.cold sat. |
+ |
||
| Acetato de Sodio |
a.cold sat. |
+ |
+ |
Anilina |
100 |
+ |
|
| Acetona |
100 |
+ |
Benzeno |
100 |
– |
||
| Ácido Acético |
a.50 |
+ |
Bisulfito de Sodio |
a.cold sat. |
+ |
||
| Ácido Acético |
a.10 |
+ |
+ |
Borax |
a.cold sat. |
+ |
+ |
| Ácido Anhídrido |
100 |
+ |
1,4-Butano diol |
100 |
+ |
||
| Ácido Benzoico |
100 |
+ |
Carbonato amonio |
a.todos |
+ |
+ |
|
| Ácido Benzoico |
a.cold sat. |
+ |
+ |
Carbono de calcio |
a.cold sat. |
+ |
+ |
| Ácido Bórico |
100 |
+ |
Carbonato de potasio |
a.cold sat. |
+ |
+ |
|
| Ácido Bórico |
a.cold sat. |
+ |
+ |
Carbonato de sodio |
a.cold sat. |
+ |
+ |
| Ácido Cítrico |
a.cold sat. |
+ |
+ |
Carbonato de sodio |
a.10 |
+ |
+ |
| Ácido Fórmico |
a.98 |
+ |
Clorato de potasio |
a.cold sat. |
+ |
||
| Ácido Fórmico |
a.85 |
+ |
Cloroformo |
100 |
– |
||
| Ácido Fórmico |
a.50 |
+ |
Dicromato de potasio |
a.cold sat. |
+ |
||
| Ácido Fórmico |
a.10 |
+ |
Formaldeido |
a.40 |
+ |
||
| Ácido Fosfórico |
85 |
+ |
Formaldeido |
a.30 |
+ |
||
| Ácido Fosfórico |
50 |
+ |
Formaldeido |
a.1 |
+ |
||
| Ácido Fosfórico |
10 |
+ |
+ |
Fosfato de amonio |
a.todos |
+ |
+ |
| Ácido Láctico |
a.90 |
+ |
Fructosa |
a.cold sat. |
+ |
+ |
|
| Ácido Láctico |
a.50 |
+ |
Glucosa |
a.cold sat. |
+ |
+ |
|
| Ácido Láctico |
a.10 |
+ |
+ |
Glicerina |
100 |
+ |
|
| Ácido Nítrico |
68 |
– |
Glicerina |
a.all |
+ |
||
| Ácido Nítrico |
50 |
– |
Hidróxido de sodio |
100 |
+ |
||
| Ácido Nítrico |
25 |
+/- |
Hipoclorito de calcio |
a.all |
+ |
||
| Ácido Nítrico |
10 |
+ |
Mentol |
100 |
+ |
||
| Ácido Sulfúrico |
98 |
+ |
Mercurio |
100 |
+ |
||
| Ácido Sulfúrico |
50 |
+ |
+ |
Nitrato de amonio |
a.todos |
+ |
+ |
| Ácido Sulfúrico |
10 |
+/- |
Nitrato de calcio |
a.cold sat. |
+ |
+ |
|
| Ácido Tartárico |
a.cold.sat. |
+ |
+ |
Nitrato de potasio |
a.cold sat. |
+ |
+ |
| Agua |
100 |
+ |
+ |
Nitrato de sodio |
a.cold sat. |
+ |
+ |
| Alcohol etílico |
100 |
+ |
Nitrobenzeno |
100 |
+ |
||
| Alcohol etílico |
a.96 |
+ |
Permanganato de potasio |
a.cold sat. |
+ |
||
| Alcohol etílico |
a.10 |
+ |
Sales de aluminio |
a.todos |
+ |
+ |
|
| Amonio |
a.30 |
+ |
Sales de bario |
a.todos |
+ |
||
| Amonio |
a.10 |
+ |
+ |
Sales de cromo |
a.cold sat. |
+ |
+ |
| Sales de mercurio |
a.cold sat. |
+ |
+ |
||||
| Sales de niquel |
a.cold sat. |
+ |
+ |
||||
| Sales de Zinc Sol. |
a.cold sat. |
+ |
+ |
||||
| Hidróxido de Potasio |
50 |
+ |
+ |
||||
| Sol. Hidróxido de Potasio |
25 |
+ |
+ |
||||
| Sol. Hidróxido de Potasio |
10 |
+ |
+ |
||||
| Sol. Hidróxido de Sodio |
50 |
+ |
+ |
||||
| Sol. Hidróxido de Sodio |
25 |
+ |
+ |
||||
| Sulfato de Amonio |
a.todos |
+ |
+ |
||||
| Sol. Hidróxido de Sodio |
10 |
+ |
|||||
| Urea |
a.cold sat. |
+ |
+ |
||||
| Sileno |
100 |
– |
Abreviaturas: a = solución acuosa; cold sat. = solución saturada fría; + Resistente; +/- Resistencia limitada; – No Resistente
En ésta tabla encontraremos los productos químicos más conocidos. Para más información contactar con la empresa Heliroma-Plásticos, Lda.
Baja Conductividad Térmica
Resude sustancialmente la tradicional formación de condensación térmica característica de los tubos metálicos.
Pérdidas de Carga Reducidas
Los tubos y accesorios se caracterizan por la baja rugosidad de las superficies internas, evitando la formación de depósitos calcáreos, reduciendo al mínimo las pérdidas de carga.
Aislamiento acústico
Las características de las materias primas y los espesores utilizados confieren al sistema un elevado aislamiento acústico.
Propiedades Organolépticas
El PPR es un producto totalmente atóxico garantizando al sistema una conducción de agua potable.
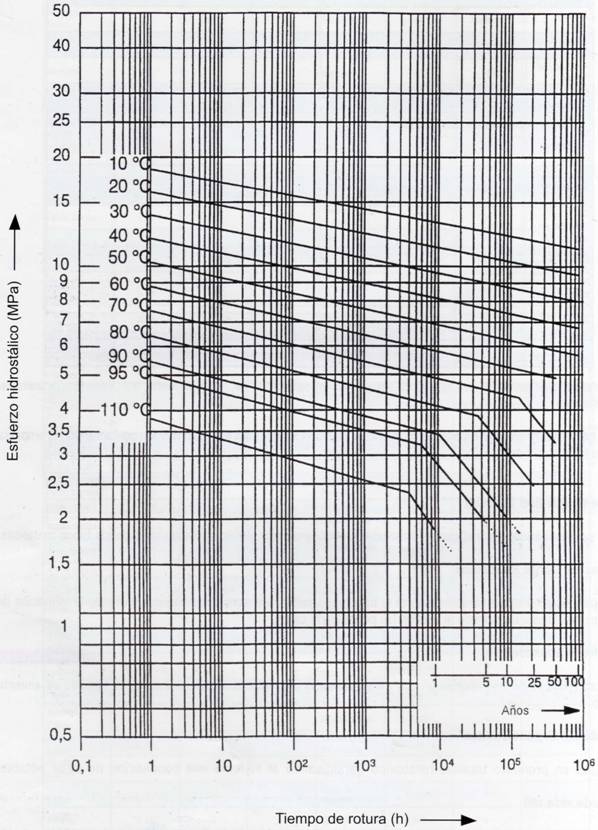
Adecuada vida útil
De acuerdo con las curvas de regresión se podrá observar en lo gráfico siguiente que para instalaciones hidrosanitarias en condiciones de temperatura a presiones definidas el sistema durará más 50 años.
Tiempo de instalación reducido
La característica más relevante del sistema PPR es la unión de todos los elementos por termosoldadura. Método seguro, es fácilmente ejecutabe relativamente a los productos tradicionales.
CAMPO DE APLICACIÓN
El sistema Helisystem, debido a sus características ya referidas anteriormente, posee una amplia gama de aplicaciones de presión y temperatura de destino apropiadas para la clase de aplicación correspondiente a:
- Distribución de aguas sanitarias calientes y frías;
- Calefacción central;
- Instalaciones de tubos en colunas montantes de grandes edificios públicos, hoteles, hospitales, escuelas, cuarteles, etc.
- Instalaciones inustriales: agricultura, horticultura, mataderos, líquidos alimentarios;
- Barcos, caravanas de campismo, cazas de obras.
En la serie S 2,5 podremos relacionar la clase de aplicación con la presión de servicio:
|
Clase de Aplicación |
Presión deSevicio (bar) |
| Distribución de agua caliente (60ºC) |
10 |
| Distribución de agua caliente (70ºC) |
8 |
| Sistema de calentamiento montado sobre pavimento y calentamiento central con radiadores a baja temperatura |
10 |
| Calefacción central con radiadores a alta temperatura |
6 |
MANIPULACIÓN E INSTALACIÓN
Para obtener un buen resultado en la instalación del sistema Helisystem deben tener en cuenta algunas recomendaciones que Heliroma Plásticos, Lda. considera importantes, como la respectiva técnica de soldadura y la dilatación lineal.
Algunas recomendaciones para el uso adecuado del sistema
Resistencia a los rayos UV
![]() El PPR, como todo los termoplásticos no debe ser expuesto directamente a los rayos solares.
El PPR, como todo los termoplásticos no debe ser expuesto directamente a los rayos solares.
Curvatura de los tubos
![]() No utilizar la llama para hacer curvas o desvíos, pues puede afectarse la estructura molecular del polipropileno.
No utilizar la llama para hacer curvas o desvíos, pues puede afectarse la estructura molecular del polipropileno.
Resistencia a bajas temperaturas
 A temperatura bajas (cerca de 0ºC) el sistema se volverá más frágil. Evitar choques especialmente en las extremidades de los tubos, cargas excesivas y dobleces acentuadas. Evitar el uso de tubo que presenten incisiones o arañazos, provocados durante su manipulación.
A temperatura bajas (cerca de 0ºC) el sistema se volverá más frágil. Evitar choques especialmente en las extremidades de los tubos, cargas excesivas y dobleces acentuadas. Evitar el uso de tubo que presenten incisiones o arañazos, provocados durante su manipulación.
Juntas en conexiones metálicas
 Utilizar teflón o cáñamo para evitar fugas. No utilizar accesorios con rosca cónica o no calibrados.
Utilizar teflón o cáñamo para evitar fugas. No utilizar accesorios con rosca cónica o no calibrados.
Corte
 Para obtener un corte libre de rebabas y perpendicular el tubo deberá utilizar equipo de corte adecuado.
Para obtener un corte libre de rebabas y perpendicular el tubo deberá utilizar equipo de corte adecuado.
Descripción de Técnica de Soldadura con Polifusora Manual
 La unión de tubos y accesorios se efectuará a través de una soldadura de polifusión a 260º, con equipo adecuado suministrado por Heliroma. Simplemente una a (220v) y espere.
La unión de tubos y accesorios se efectuará a través de una soldadura de polifusión a 260º, con equipo adecuado suministrado por Heliroma. Simplemente una a (220v) y espere.
La luz intermitente de la lámpara de control verde indicará que se alcanzó la temperatura de soldadura. En éste momento se podrá empezar a trabajar.

Transcurrido el tiempo de calentamiento, junte las piezas sin interrupción. Durante un corto período de tiempo (3s) podrá reajustar las piezas fundidas (giros nunca superiores a 30º).
Algún tiempo después ésta fusión habrá alcanzado su resistencia máxima (ver tabla).

Caliente simultáneamente toda la profundidad del tubo y el extremo del accesorio con el polifusor, ejerciendo una ligera presión.
Tabla resumen de valores
|
Diam. Exterior |
Profundidad de Soldadura (mm) |
Tiempo de calentamiento (s) |
Tiempo de manipulación (s) |
Tiempo de enfriamiento (s) |
|
20 |
14 |
5 |
4 |
4 |
|
25 |
15 |
7 |
4 |
4 |
|
32 |
16.5 |
8 |
6 |
4 |
|
40 |
18 |
12 |
6 |
4 |
|
50 |
20 |
18 |
6 |
4 |
|
63 |
234 |
24 |
8 |
6 |
|
75 |
26 |
30 |
8 |
8 |
|
90 |
29 |
40 |
8 |
8 |
|
115 |
32.5 |
50 |
10 |
8 |
|
125 |
35 |
70 |
12 |
10 |
Nota: los tiempos de calentamiento contarán a partir del momento en que el tubo y el accesorio estén correctamente posicionados sobre las matrices del polifusor.
Dilatación Térmica
Se define dilatación térmica la dilatación del sistema relativamente a sus dimensiones, originada por las vibraciones de temperatura de trabajo y temperatura de instalación.
Por tanto deberá tenerse en cuenta la forma como irá instalado el tubo: empotrado en paredes o en pavimentos o instalado en exterior de paredes o pavimentos (a la vista).
La primera situación no será la más preocupante pues los propios materiales que cubren el sistema de dilatación “absorben” estas alteraciones.
En la segunda situación, tendrá que considerarse la dilatación térmica o ser, todas las dimensiones compensadas para contracciones y dilataciones del material, evitándose así daños después de la instalación.
Cálculo de Dilatación Térmica Lineal
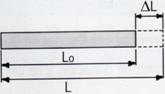
Lo – Longitud inicial del tubo, a temperatura T0 (m)
L – Longitud final del tubo, a temperatura T (m)
∆L – Dilatación lineal (L-L0) (mm)
∆T – Variación de temperatura del tubo, em ºC (T-T0)
α – Coeficiente de dilatación lineal, em mm/mºC; para el Tubo PPR el coeficiente de dilatación lineal (valor listado) ej:
α = 0.15 mm/mºC
Para conseguir solucionar los casos en que vayan ocurriendo situaciones de dilatación térmica (instalaciones exteriores), necesariamente tiene que ser calculada la variación de longitud en secciones libres, teniendo en cuenta la criación de liras o cambios de dirección capaces de “absorber” estas dilataciones.
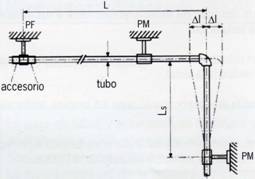
Puntos fijos y móviles
Los puntos fijos (PF) impiden el movimiento del tubo, y por éste factor deberá existir una fuerte conexión entre las tuberías y las paredes exteriores. El material utilizado para las conexiones deberá ser una abrazadera rígida. Los puntos móviles (PM) o deslizantes facilitan el desplazamiento en sentido axial. Deben ser colocados ya sea horizontalmente o verticalmente.
Compensación de las Dilataciones Térmicas por Brazos de Dilatación
La longitud del brazo (Ls) se calcula en función de la longitud (L), a través de la siguiente fórmula:
![]()
Ls – Longitud del brazo de dilatación (mm)
D – Diámetro exterior del tubo (mm)
∆L – Variación de longitud (mm)
C – Constante del material PP-R (20)
Compensación de las Dilataciones Térmicas por Curvas de Dilatación
Las liras de dilatación equivalen a dos brazos de dilatación, y se utiliza siempre que la dilatación no sea absorbida por un brazo de cambio de dirección.
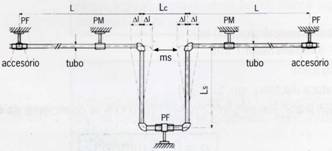
El brazo de dilatación podrá ser calculado a través de la siguiente fórmula:
Lc = 2 x ∆L + ms
Lc – Anchura mínima de la curva (mm)
∆L – Dilatación lineal (mm)
ms – Mínimo de seguridad = 150 mm
Ejemplo:
Dimensión de la barra de PPR = 4 metros
Diámetro del tubo = 25 mm
∆T = 40ºC
Cálculo de Dilatación Térmica
![]() ∆L = 4 x 0.15 x 40 = 24 mm
∆L = 4 x 0.15 x 40 = 24 mm
Cálculo de longitud del brazo de dilatación para el ejemplo anterior
Cálculo de curva de dilatación Lc = 2 x 24 + 150 = 198 mm
Distancia entre los puntos de fijación deslizantes en cm
|
|
Temperaturas (∆T) ºC |
||||||
|
Diámetros (mm) |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
|
20 |
65 |
63 |
61 |
60 |
58 |
53 |
48 |
|
25 |
75 |
74 |
70 |
68 |
66 |
61 |
56 |
|
32 |
90 |
88 |
86 |
83 |
80 |
75 |
70 |
|
40 |
110 |
110 |
105 |
100 |
95 |
90 |
85 |
|
50 |
125 |
120 |
115 |
110 |
105 |
100 |
90 |
|
63 |
140 |
135 |
130 |
125 |
120 |
115 |
105 |
|
75 |
155 |
150 |
145 |
135 |
130 |
125 |
115 |
|
90 |
165 |
160 |
155 |
145 |
140 |
130 |
125 |
|
110 |
180 |
175 |
170 |
165 |
150 |
140 |
130 |
|
125 |
190 |
185 |
180 |
175 |
160 |
150 |
140 |
GESTIÓN DE CALIDAD
Inspección de Recepción
Todas las materias primas recibidas pasan por un control de inspección (Plano de Inspección y Ensayo en Recepción – P.I.E.R.) previamente y de acuerdo con los requisitos normativos.
Inspección de Producción
De acuerdo con los requisitos exigidos por las normas y por las entidades certificadoras se implementarán Planos de Inspección en la Producción, los cuales serán debidamente transmitidos a los colaboradores de la producción para ser evitados fallos durante su práctica aplicación. De hora en hora serán inspeccionadas las dimensiones del producto (diámetro, espesor, marcado). Una vez por turno, como mínimo un responsable de la calidad, efectuará un control volante a forma de verificar todos los requisitos definidos en la “check-list” de la producción.
Inspección en el Laboratorio
Después de aprobar la Inspección en la Producción, todos los tubos y accesorios esperarán los resultados de los ensayos efectuados en el laboratorio. Para esta etapa también serán definidos Planos de Inspección y Ensayo en el Laboratorio – P.I.E.L. basados también en los requisitos normativos y en los requisitos exigidos por las entidades certificadoras. Periódicamente estos equipos están sujetos a la calibración por entidades acreditadas.
Descripción de los ensayos efectuados a los tubos y accesorios
Índice de Fluidez (MFI) – Este ensayo consiste en la determinación de la cantidad de masa que pasa por un orificio (fieira) debidamente calibrado, a temperatura de 230ºC, en un determinado periodo de tiempo y sujeta a una carga de 2.160kg. El resultado obtenido tendrá que ser una diferencia inferior a 30% relativamente al índice de Fluidez de la materia prima.
Deformación Longitudinal en Caliente – El principio de este ensayo consiste en la obtención de un trozo de tubo con un dado cumplimiento, el cual es colocado en el interior de un horno mantenido a una temperatura específica, durante determinado periodo de tiempo. Un cumplimiento marcado sobre este trozo de tubo y medido sobre las mismas condiciones, antes y después de haber sido calentado en el horno. La deformación es calculada sobre porcentaje de variación del cumplimiento en relación al cumplimiento inicial.
Resistencia al choque a 0ºC, a través del método Charpy – Son preparadas las probetas de acuerdo con las dimensiones específicas, las cuales son acondicionadas en un baño a 0ºC durante un determinado periodo de tiempo. Estas probetas son sometidas a una energía de impacto de 15J. En un ensayo no deberá presentar fallos, sino no pasa.
Ensayo de la Resistencia a Presión Interna en un medio agua-agua – Para este ensayo son seleccionadas probetas con una longitud libre de por lo menos 250 mm. Después del acondicionamiento son sometidas a una presión hidrostática interna constante y específica durante un período de tiempo, durante el cual no podrá presentar fallos.
|
Variables para un ensayo |
||
|
Temperatura |
Tensión Circunferencia (MPa) |
Tiempo (h) |
|
20 |
16 |
1 |
|
95 |
4.2 |
22 |
|
95 |
3.5 |
1000 |
|
95 |
3.8 |
165 |
|
110* |
1.9 |
8760 |
* Este ensayo es efectuado anualmente en entidades acreditadas, y se efectúa en agua-ar.
Para la realización de este ensayo, es necesario determinar la presión de ensayo (P) expresada en bar, a través de la fórmula siguiente:
![]()
e – espesor mínimo de la probeta (mm)
d – diámetro exterior medio del tubo (mm)
σ – tensión circunferencial (MPa)
Después de ser aprobados los ensayos y elaborado un Certificado de Inspección con la indicación de los resultados de los diversos ensayos, será enviado al cliente cuando lo solicite.
Nota: para los accesorios, y de acuerdo con los requisitos normativos son efectuados los ensayos de Determinación del Índice de Fluidez y Ensayo de Resistencia a Presión Interna.
Normas de Referencia para inspección del tubo PP-R
|
Indicación de la Norma |
Descripción de la Norma |
| UNE-EN ISO 15874 | Sistemas de canalización en materiales plásticos para instalación de agua caliente y fría. Polipropileno (PP) |
| NP EN 743 | Sistemas de tuberías y conductas en plástico – Tubos termoplásticos. Deformación Longitudinal en Caliente. |
| DIN EN 921 | Tubos termoplásticos. Determinación de la resistencia a presión interna, a una temperatura constante. |
| ISO 1133 | Plásticos – Determinación del índice de fluidez de los termoplásticos. |
| ISO 9854-1/2 | Tubos termoplásticos para el transporte de fluidos – Determinación de la resistencia al choque a través del método Charpy. |
Certificados obtenidos al Sistema Helisystem – PPR
|
N.º de certificado |
Entidad Certificadora |
|
001/002415 |
AENOR |
|
DH 776 |
LNEC |
Certificados obtenidos por la empresa después de la implantación del Sistema de Gestión de Calidad
|
N.º de certificado |
Entidad Certificadora |
|
02/CP.1640 |
APECER |
|
ER-0013/2003 |
AENOR |
|
ES-0013/2003 |
IQNET |
Romafaser
Tubería Compuesta con Fibra de Vidrio

Datos Técnicos
Tubos de PP-R / Tubos Romafaser multi-compuesto
Tubo de 3 capas (externa de PP-R 80, intermedia compuesto de fibra de vidrio, interna PP-R 80)
La ya experimentada mezcla desde años entre Polipropileno y Fibra de Vidrio en otros sectores, se está introduciendo actualmente en el sector de la producción de tuberías.
HELIROMA-Plásticos, Lda., ofrece la última generación de cabezal de producción de tubo Romafaser, consiguiendo el tubo tipo “faser” de menor dilatación del momento en el mercado europeo. Romafaser dilata cerca de un 30% menos que otros supuestos similares
Cuadro de dilataciones (lineales)
|
Longitud de la tubería |
Dilatación Lineal: Tubería Compuesta RomaFaser (∆l)(mm) |
|||||||
|
Diferencia de Temperatura (∆T) (K) |
||||||||
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
|
|
0,1 |
0,03 |
0,06 |
0,09 |
0,12 |
0,15 |
0,18 |
0,21 |
0,24 |
|
0,2 |
0,06 |
0,12 |
0,18 |
0,24 |
0,30 |
0,36 |
0,42 |
0,48 |
|
0,3 |
0,09 |
0,18 |
0,27 |
0,36 |
0,45 |
0,54 |
0,63 |
0,72 |
|
0,4 |
0,12 |
0,24 |
0,36 |
0,48 |
0,60 |
0,72 |
0,84 |
0,96 |
|
0,5 |
0,15 |
0,30 |
0,45 |
0,60 |
0,75 |
0,90 |
1,05 |
1,20 |
|
0,6 |
0,18 |
0,36 |
0,54 |
0,72 |
0,90 |
1,08 |
1,26 |
1,44 |
|
0,7 |
0,21 |
0,42 |
0,63 |
0,84 |
1,05 |
1,26 |
1,47 |
1,68 |
|
0,8 |
0,24 |
0,48 |
0,72 |
0,96 |
1,20 |
1,44 |
1,68 |
1,92 |
|
0,9 |
0,27 |
0,54 |
0,81 |
1,08 |
1,35 |
1,62 |
1,89 |
2,16 |
|
1,0 |
0,30 |
0,60 |
0,90 |
1,20 |
1,50 |
1,80 |
2,10 |
2,40 |
|
2,0 |
0,60 |
1,20 |
1,80 |
2,40 |
3,00 |
3,60 |
4,20 |
4,80 |
|
3,0 |
0,90 |
1,80 |
2,70 |
3,60 |
4,50 |
5,40 |
6,30 |
7,20 |
|
4,0 |
1,20 |
2,40 |
3,60 |
4,80 |
6,00 |
7,20 |
8,40 |
9,60 |
|
5,0 |
1,50 |
3,00 |
4,50 |
6,00 |
7,50 |
9,00 |
10,50 |
12,00 |
|
6,0 |
1,80 |
3,60 |
5,40 |
7,20 |
9,00 |
10,80 |
12,60 |
14,40 |
|
7,0 |
2,10 |
4,20 |
6,30 |
8,40 |
10,50 |
12,60 |
14,70 |
16,80 |
|
8,0 |
2,40 |
4,08 |
7,20 |
9,60 |
12,00 |
14.40 |
16,80 |
19,20 |
|
9,0 |
2,70 |
5,40 |
8,10 |
10,80 |
13,50 |
16,20 |
18,90 |
21,60 |
|
10,0 |
3,00 |
6,00 |
9,00 |
12,00 |
15,00 |
18,00 |
21,00 |
24,00 |
Coeficiente de Dilatación Lineal = 0,03 mm/(m x k)
Sistemas de Sanitarias
|
Temperaturas |
Años de Servicio |
Factor de |
Factor de |
|
Tubería Helisystem SDR 7,4 |
Tubería Romafaser SDR 7,4 |
||
|
Presión de Servicio Admisible (bar) |
|||
|
20º C |
1 |
24,54 |
30,93 |
|
5 |
22,99 |
28,97 |
|
|
10 |
22,37 |
28,14 |
|
|
25 |
21,75 |
27,32 |
|
|
50 |
21,03 |
26,49 |
|
|
30º C |
1 |
20,82 |
26,29 |
|
5 |
19,59 |
24,64 |
|
|
10 |
18,87 |
23,81 |
|
|
25 |
18,25 |
22,99 |
|
|
50 |
17,84 |
22,47 |
|
|
40º C |
1 |
17,63 |
22,16 |
|
5 |
16,49 |
20,82 |
|
|
10 |
16,08 |
20,21 |
|
|
25 |
15,49 |
19,38 |
|
|
50 |
14,95 |
18,87 |
|
|
50º C |
1 |
14,95 |
18,87 |
|
5 |
13,92 |
17,53 |
|
|
10 |
13,51 |
17,01 |
|
|
25 |
12,99 |
16,39 |
|
|
50 |
12,58 |
15,88 |
|
|
60º C |
1 |
12,58 |
15,88 |
|
5 |
11,75 |
14,74 |
|
|
10 |
11,34 |
14,23 |
|
|
25 |
10,82 |
13,71 |
|
|
50 |
10,41 |
13,09 |
|
|
65º C |
1 |
12,27 |
15,36 |
|
5 |
11,13 |
13,92 |
|
|
10 |
10,31 |
12,99 |
|
|
25 |
8,76 |
11,09 |
|
|
50 |
7,42 |
10,52 |
|
|
70º C |
1 |
10,62 |
13,40 |
|
5 |
9,79 |
12,27 |
|
|
10 |
9,59 |
12,06 |
|
|
25 |
8,25 |
10,41 |
|
|
50 |
7,22 |
9,07 |
|
|
75º C |
1 |
6,91 |
8,76 |
|
5 |
10,21 |
12,68 |
|
|
10 |
8,87 |
11,03 |
|
|
25 |
7,73 |
9,59 |
|
|
50 |
6,10 |
7,50 |
|
SDR = Standard Dimension Ratio
(Relation Diameter – Wall Thickness)
SDR = 2 x S + 1 ~ d/s
S = Serie de Tubo según ISO 4065
| Sistemas de Calefacción |
Presión de Servicio |
||
|
Tiempo en |
Temp. |
Años de |
Factor de Seguridad 1,25 |
|
Temperatura Constante 70ºC superando 30 días/año de… |
75 |
5 |
11,93 |
|
10 |
11,53 |
||
|
25 |
9,81 |
||
|
45 |
8,51 |
||
|
85 |
5 |
10,15 |
|
|
10 |
9,71 |
||
|
25 |
8,30 |
||
|
37,5 |
7,52 |
||
|
90 |
5 |
9,22 |
|
|
10 |
8,87 |
||
|
25 |
7,17 |
||
|
35 |
6,61 |
||
|
Temperatura Constante 70ºC superando 60 días/año de… |
75 |
5 |
11,79 |
|
10 |
11,34 |
||
|
25 |
9,67 |
||
|
45 |
8,39 |
||
|
85 |
5 |
9,85 |
|
|
10 |
9,42 |
||
|
25 |
7,54 |
||
|
35 |
6,94 |
||
|
90 |
5 |
8,94 |
|
|
10 |
7,91 |
||
|
25 |
6,33 |
||
|
30 |
6,04 |
||
|
Temperatura Constante 70ºC, superando 90 días/año de… |
75 |
5 |
11,71 |
|
10 |
11,18 |
||
|
25 |
9,46 |
||
|
45 |
8,21 |
||
|
85 |
5 |
9,66 |
|
|
10 |
8,77 |
||
|
25 |
7,02 |
||
|
32,5 |
6,57 |
||
|
90 |
5 |
8,58 |
|
|
10 |
7,26 |
||
|
25 |
5,81 |
||